- Samsung Galaxy A52s 5G - jó S-tehetség
- Telekom mobilszolgáltatások
- Szárba szökken a Galaxy Buds 3 Pro
- Bivalyerős lett a Poco F6 és F6 Pro
- Samsung Galaxy A52 - royal cuvée
- Redmi Note 13 Pro+ - a fejlődés íve
- Samsung Galaxy S21 Ultra - vákuumcsomagolás
- Milyen okostelefont vegyek?
- Xiaomi 13T és 13T Pro - nincs tétlenkedés
- Samsung Galaxy S21 FE 5G - utóirat
Hirdetés
-


Computex 2024: Új utakra lép a Fractal
ph A számítógépházak mellett headsettel és gamer/irodai székekkel is elénk álltak a svédek.
-


XGS24 - Előzményjáték lesz a Gears of War: E-Day
gp A franchise legújabb részében visszatérhetünk a Sera felszínére egy régi ismerőst irányítva.
-


A call centerekbe viszi az AI-t a Microsoft
it Új AI-eszközöket visz az ügyfélszolgálatot ellátó call centereknek a Microsoft.






-

Mobilarena



Új hozzászólás Aktív témák
-

Saccco
nagyúr
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

janek69
senior tag
Érdekes konstrukció.Utaztatja az egész XY kócerájt. Nekem jobban tetszik ha a bed megy lefele.
Könnyebb szintezni,ha alatta 50cm űr van és betudok nyúlni a csavarokhoz,ha kell. Na persze ha meg úgy nézzük,akkor a szíjat mindig ugyanannyi tömeg terheli a nyomtatás teljes folyamata alatt,függetlenül a nyomtatott tárgy tömegétől -
Saccco
nagyúr
válasz
 janek69
#8103
üzenetére
janek69
#8103
üzenetére
Itt is beférsz, felül van a csavar.


Az is érdekes, hogy csak úgy van az XY, támaszkodik a profilok között. Illetve 400×400-ból kijön 300×300 nyomtatási terület.
(#8102) blountex:
Valószínűleg átsiklottam rajta akkor.[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

atus72
senior tag
válasz
 godlock
#8105
üzenetére
godlock
#8105
üzenetére
Az durva lenne ha minden fogaskereket így kellene tervezni Fusion-ben
Illetve egy kicsit komolyabb geometria van mögötte mint amit az ember csinál a videóban, ez külsőre hasonlít csak egy igazi fogaskerékreEnnél sokkal könnyebb mód is van:
Scirpt Add-Ins SpurGear, felparaméterezed és megcsinálja(Nem tud minden típust a script)
[ Szerkesztve ]
-
Saccco
nagyúr
válasz
godlock
#8105
üzenetére
Dzsizösz. Hol vannak az evolvens görbék?
Tessék egy videó a Fusion360 fogaskerék script-ről.
Ez meg egy kieg ferde fogazású fogaskerekekhez.
izisz:
Csekkoltad a Nimble-t?[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Saccco
nagyúr
Alakulnak a combos filamentek...
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
-
-

Imy
veterán
Az akkor tényleg jó, de mekkora felület szükséges hozzá?
Amúgy a PLA (amit én már nem nagyon veszek, van még kb 1kg-om, ami jó lesz dísztárgyaknak), és a PETG ami elég jól bevált, mi az amivel még nyomtattok? Amihez nem kell kalicka, és nyomtatás közben nem szabadul fel semmi káros gőz.
-
#8119
 trialkornel
tag
kzkz
#8116
trialkornel
tag
kzkz
#8116
trialkornel
tag
Itt kicsit barátságosabb a szállítási költség: Filoalfa3d
-
#8120
 Devil Smile
őstag
Devil Smile
őstag
Devil Smile
őstag
Sziasztok
Kerdesem lenne egy targyat kene nyomtatni poliuretanbol (100% infill 0,1mm tureshatar
Az targy kemenysegenek kb olyannak kell lennie mint egy bevasarlo kocsi kereke..
TPU filament jo lehet erre? van valami tudnivalo ilyen anyag nyomtatasanal?
Egy Tevo Tarantulaval nyomtatnam vagy ilyen esetben ajanlott lenne egy SLA v DLP nyomtato?kezdo vagyok igy barmi segitseg jol jon..

Steam: hunsmile / Xbox GT: Smile0Gigi
-
#8121
Devil Smile
őstag
Devil Smile
#8120
Devil Smile
őstag
válasz
 Devil Smile
#8120
üzenetére
Devil Smile
#8120
üzenetére
Ja a meret viszonylag nagy 160*70*50 es 12db.
egy masik lehetoseg az hogy egy tombbol kimarni
Steam: hunsmile / Xbox GT: Smile0Gigi
-

blountex
senior tag
-

kristof_
tag
Már a célegyenesben vagyok a nyomtatóm összeépítésében viszont egy dolog most nagyon nem tiszta nekem. Először még csak a hotend hűtőbordájára teszek ventilátort, layer ventivel majd később foglalkozok, ha már működik a nyomtató. De hova kössem be a ventilátort? Ez a kép alapján az extruder fan furatokba, ha beforrasztok egy két pin-es csatlakozót, gyanítom oda mehet. A későbbi layer fan meg vagy a kékkel jelölt print fan-hez megy vagy az atx tápról leválasztok egy 12V-os ágat?
Másrészről egy ventilátort oda köthetnék be ahova akarok, ha az megkapja a 12V-ot. De akkor a vezérlés honnan tudja, hogy melyiket kell szabályozni?
Bocsi a kusza fogalmazásért, kicsit jelenleg össze vagyok zavarodvaLG OLED65CX & Samsung HW-Q950T & PlayStation 5
-
#8124
 energy4ever
addikt
energy4ever
addikt
energy4ever
addikt
04:50-05:10ig milyen filament-bol csinaltak?
 YT
YTNagyon allat az a fekete, feher csillogassal.
-

izisz
senior tag
válasz
 kristof_
#8123
üzenetére
kristof_
#8123
üzenetére
A RAMPS-on gyárilag 1 db csatlakozót tudsz használni tárgyhűtő ventinek - a képen a kék. (vagy 2-őt, ha nem akarsz fűtött asztalt használni) Ezen csatlakozón van FET + PWM vezérlés az arduino irányából, ami kell a fordulatszám szabályozáshoz.
A piros furatok direktbe vannak kötve a PCB-n a 12V-os ágra, ezért oda is kötheted a hotend FAN-t vagy külön 12V-ra, igazából tök mindegy, csak a lényeg, hogy ennek a ventinek nem kell (feltétlen) fordulatszám szabályozás mert úgyis kell a teljes venti teljesítmény a hűtéshez. (ez alól kivétel az a szitu, ha szeretnéd szoftverből, gkóddal ki/be kapcsolni az extrúder hűtőt is, de ehhez már kell extra mókolás, +FET és egy szabad I/O láb, pl. a szervó PIN-ek).
Ha nincs elektronikai alapismereted, akkor ajánlom figyelmedbe a "FAN extender" kifejezést.
Ha van, akkor házilag is össze tudsz rakni egy ilyen egyszerű áramkört. Ekkor már több ventillátort is tudsz szabályozni kedved szerint.
(#8117) Imy: TPU-hoz sem kell temperált box. És !talán! nem is nyír ki hosszabb távon, mint pl az abs.[ Szerkesztve ]
-
blountex
senior tag
válasz
 blountex
#8046
üzenetére
blountex
#8046
üzenetére
PET-Gvel már tettem több kísérletet is: (#8046) blountex
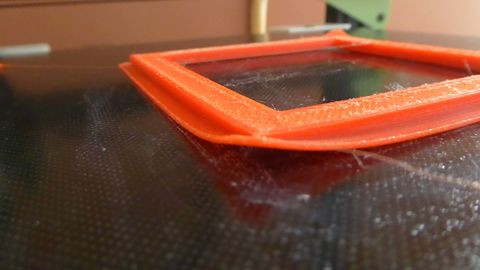
Gembird Nylonnal is kipróbáltam valaki tanácsára pedig 12mm széles és 4mm magas brimet raktam rá, azonban a fotók mindent elárulnak mi a probléma. A szintezéssel szerintem nincs gond.
Én még mindig úgy gondolom hogy a nem megfelelő tapadás hiányában van ez.Glue sticket alkalmaztam, de így is:



[ Szerkesztve ]
-
#8127
 Mr.Csizmás
félisten
energy4ever
#8124
Mr.Csizmás
félisten
energy4ever
#8124
Mr.Csizmás
félisten
válasz
 energy4ever
#8124
üzenetére
energy4ever
#8124
üzenetére
twinkling filament [link]
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
-
janek69
senior tag
válasz
blountex
#8126
üzenetére
Milyen trutyit kentél alá? Szerintem bármit,nagyon nagy kár volt. Eddig nekem minden csak rosszabb volt mint a síma üveg. Én most nyomtattam PETG-vel az előbb,már napok óta nyomtatok a tesco-s képkeret üvegére úgy,hogy se nem szinteztem se nem takarítottam le és majdnem törik az üveg mire levésem.Valami nagy gáz van ott. Most 230/75 fokkal nyomtattam,tegnap 220/75-el. DD filamenttel,de azt nincs ember a földön akinek ajánlanám.
-
blountex
senior tag
Hát nem igazán pedig reménykedtem hogy ott talán igen....
Jelenleg ez a legnagyobb problémám, és gondolkozok a megfelelő megoldáson....
Bár a brimet már leszedtem s vele a tárgynál is keletkezett némi hiba de itt a kép: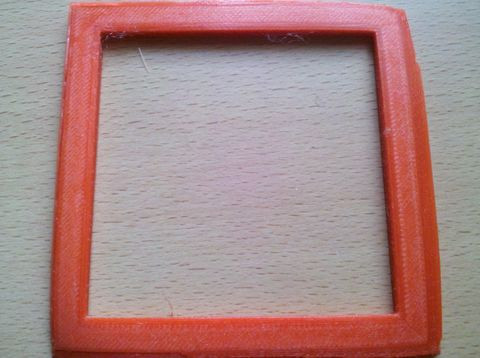
(#8131) janek69
Az a trutyi glue stick, többen is használtak ilyesmit már.
Lehet gondolkozok egy sima mezei üvegen is, mert na valahogy ez az ultrabase talán még se jön be annyira.
Ha az se válik be akkor próbálok PEI sheetet, Aquanet hairsprayt, és még tököm tudja milyen lehetőségek vannak. Azért azt gondolom ha jó minden és tapad elvileg normálisan a cucc akkor nem kéne feljönnie és mégis.Majd ha kísérletek hadát végigpróbáltam jelentkezek

-
izisz
senior tag
válasz
blountex
#8132
üzenetére
Elsőre pillantásra jónak tűnik, valóban.
Amúgy glue stick akkor ajánlott inkább PEI/ultrabase felületre, ha nagyon erős a tapadás. Az pont abban segít, hogy gyengítse az amúgy túl erős tapadást.
Cimbora a gyári tornádó felülettel küzdött, szörnyen rátapadt pl. a petg. Ilyen esetben a ragasztó kicsit segíthet.
Én amit csinálnék:
- lepucolnám full tisztára a felületet (meleg víz a ragacs miatt, aztán alkohol, esetleg lehelletnyi aceton! - utóbbit előbb egy sarokban kipróbálnám, nem-e kap bele az ultrabase felületbe.)
- játszanék a hűtéssel/sebességgel nyomtatás közben
Ugye azért jön/jöhet fel, mert a feszültség, ami hűlés közben bekövetkezik nem egyformán hat a modell minden részén. Ez a modell a képeden pl elég sarkos, viszont a sarok felé közeledve a hotend lassul, ergó pont a sarkoknál kicsit túl lehet hűtve, majd kigyorsít, átsuhan a négyzet oldalán, ott kevésbé hűl, aztán megint sarok.
Ez csak elmélet, de a sebesség és hűtés összefüggése talán! az (egyik) ok nálad.
+1: úgy nézem, csak 3 saroknál van gáz. Abból az irányból nem éri még extra levegő? Táp, álló ventillátor, klíma, bármi, nyitogatott ajtó?[ Szerkesztve ]
-
janek69
senior tag
Ja igen,amit nem írtam,hogy én a first layert 0.2mm-re szoktam venni és a flow-t 110%-ra a cura-ban. Ezen felül arra jöttem rá,hogy a brim nem számít a first layernek,legalábbis a repetierben levő cura-nak,így amikor a brim készül addig kézzel is odany0mok 120%-ot a flow-nak manuálisan,aztán van,hogy az egész first layer a 110% 120%-ával megy,mert elfelejtem visszavenni. A 2. rétegnél már visszaveszem. Jó tömör első rétegem szokott lenni.
-
blountex
senior tag
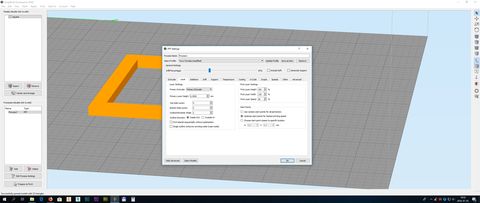
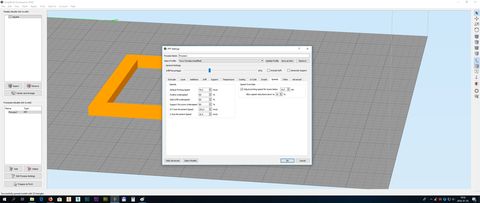
Többnyire 30-45mm/s-el szoktam nyomtatni, de ennél az egy tárgynál feltettem 70mm/s-re, hiszen végtelenül egyszerű és általában a nagy tárgyaknál szokott gond lenni a széleknél 110x110x5mm. Gondoltam hogy talán a tárgyhűtés a ludas de nem, direkt 15% járatom, az kb nem sokat zavarhat, 2.layertől.
Jah, azon a gyári tornado felületen tényleg kegyetlenül tapadnak a cuccok, de mikor csináltam PET-Gből egy 32x32x145mm-es rudat, a nyomtatás 3/4nél elmozdult a tárgy, néztem is furán hogy ezt most hogy?Janek nálam ilyenek a beállítások, többnyire mostanság S3D-vel tolom.
[ Szerkesztve ]
-
-

imibogyo
veterán
Tudom nem én lettem megszólítva, de azért bedobom a "nagy" alsó felületű piramisomról az albumot (olyan 8x8 cm-es lehet az alja, de csak sacc, mert nincs itt mellettem). Bár nem túl jó minőségű képek, de az látszódik talán, hogy nagyon szép sima az alja a nyomatnak.
- csájna PLA

- simán az alu tárgyasztalra nyomtatva (se ragasztó, se hajlakk, se semmi)
- 215 fokos hotend
- 65 fokos asztal[ Szerkesztve ]
-
Saccco
nagyúr
-
#8142
energy4ever
addikt
Saccco
#8141
energy4ever
addikt
Ha mar 1. reteg, akkor:
Olyat szeretnek, hogy teljesen tomor legyen az 1. reteg, de annyira, hogy egy csik se legyen benne, mintha csak ontve lenne. Uvegen nyomtatok, 0,25mm-es retegvastagsag, 105fokos asztal, 230fokos fej. Igy mar eljutottam addig, hogy lefenykepezem a targyat, es nem latszik, hogy az nyomtattva van. Viszont pl napfenyen bizonyos fokban meg mindig latszik... Mivel tudnam megjobban elsimitani?Mas:
A gyari 30mm-es ventit lecserelnem, mert mikor megvettem mar olyan hangja volt, mint ami honokot daral, illetve a felette levo targyhutot is lecserelnem. Ilyen ventiket hol tudok venni? Lehetoleg itthon, nem ali,ebay, es tarsai. -
janek69
senior tag
Én ott is 0.2-t szoktam,mert ha pici csalás van a bed-ben,vagy a z üvegben,akkor az 0.1-nél már gond lehet.
Próbáltam ,már.Én papír nélkül szintezek,hogy a nozzle hozzáérjen az üveghez.
Amúgy egyszer egy leírásban olvastam talán,hogy 0.3-al lenne érdemes kezdeni és 200% flow-val.Ha jól emlékszem a Cura 0.3-al kezdi alapból. Nekem nem jött be a 0.3,mert akkor meg nem keni szét rendesen az anyagot,bár lehet az is,hogy régen az extruderem nem tudott kellő mennyiségű anyagot nyomni.
A 0.3 akkor jó,ha a bed kicsit egyenetlen és ezt ezzel kiegyenlíti.energy4ever Nekem még soha nem sikerült csík nélkül nyomtatni.fehérrel talán jobb lenne a helyzet,de a feketén eddig még mindig látszott.
[ Szerkesztve ]
-
#8144
Saccco
nagyúr
energy4ever
#8142
Saccco
nagyúr
válasz
energy4ever
#8142
üzenetére
Caxtool árul ilyeneket, de jó drágán.

Úgy tudsz csík nélkül nyomtatni, ha a nozzle közelebb kerül az asztalhoz. Az első néhány réteg teljesen össze lesz préselve.
Elképzelhető, hogy túlextrudálás esetén is összejön.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#8145
izisz
senior tag
energy4ever
#8142
izisz
senior tag
válasz
energy4ever
#8142
üzenetére
30-ast nem tudom, de nálam 40-es sunon venti megy (hestore-os) hotend hűtőnek (nagyon kellemes szinte hangtalan, de van elég légszálíltása/nyomása), tárgyhűtőnek meg a szokásos, radiál kínai 5010-es.
Sacco: caxtool 4ever
![;]](//cdn.rios.hu/dl/s/v1.gif) csájna stuff ungarise áron... no comment
csájna stuff ungarise áron... no comment[ Szerkesztve ]
-
#8147
Saccco
nagyúr
Mr.Csizmás
#8146
Saccco
nagyúr
válasz
 Mr.Csizmás
#8146
üzenetére
Mr.Csizmás
#8146
üzenetére
Ha valami azonnal kell, nagyon azonnalmoströgtön, akkor jó lehet.
izisz: pun intended
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Imy
veterán
válasz
janek69
#8143
üzenetére
Néztem, a CURA alapból 0.2mm-el kezdi a nyomtatást, lehet ezt lejjebb viszem, vagy a flow-t növelem meg, mert az első layer mindig kicsit anyaghiányosnak tűnik nekem, nem olyan, mint amit kicsit feljebb írtak. Igaz én az asztalt is csak 80 fokom tartom, magasabbon nem akarom, mert sokat elfűt, és a CR-10 alapból 92-93 fok fölé nem megy. Igaz még nem szigeteltem le az alját, amivel elvileg a 100 fokot el lehet érni, és akkor 80 foknál sem kell annyit fűteni.
-
Saccco
nagyúr
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █














![;]](http://cdn.rios.hu/dl/s/v1.gif)


































Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen